
MINES – BANGALORE CUSTOMER TESTIMONIAL: FROM TEM CONTRACT TO A T250 IN HOUSE MACHINE
Thanks to my colleagues Debnath Goswami and Chandan S from Extrude Hone India, I’ve been introduced to two persons from the company MINES (hydraulic components manufacturing) to discuss their Thermal Deburring journey.
That journey is typical of what multiple customers will experiment with when they start with Extrude Hone contract shop services before buying a machine to pursue production in-house.
In this testimonial, we go through the following topics:
Word of (OEM) Mouth.
We will discover how MINES heard about Extrude Hone and why they chose us. At Extrude Hone, we work with plenty of OEMs and their tiers. And when it comes to extending the application to the contractors, we make it smooth and easy. “…our customer manufactures those parts in their plant and has a qualified Thermal Deburring post-machining process. They told us to replicate the same process. “
Contact Shop service, a unique alternative to investment.
How was it to subcontract the Thermal Deburring to Extrude Hone? Production offload is lovely when you have a low volume of parts, are not yet knowledgeable about a specific technology, or when investment is impossible. “We started to outsource to your plant in Bangalore in about 18 months.”
Machine Investment: when it makes sense to do it, we will be there.
The time comes when investment is the way to go; the ramp-up is over, the volume goes up, the budget is released, and we will be there to help select the right piece of equipment and to make its adoption as smooth as possible. “Then the volume picked up.”
Proximity: we are close to you, delivering quality support.
At Extrude Hone, we have developed a strong worldwide network that allows us to be closer to our customers. It helps to provide quick turnaround, engineering support, or simply aftermarket support at your fingertip. “Having a partner nearby is always beneficial. We are in Bangalore, so proximity gives comfort.
We could immediately adapt to this new technology. We got good support from Extrude Hone.”
Specific insight about tooling.
Tooling could be overlooked, especially in Thermal Deburring, as it looks straightforward. Nevertheless, a good tooling design and the quality of the tooling is critical. From that perspective, working together with MINES was helpful. “Finally, we introduced one more inspection after Thermal Deburring, and then we could quickly assess that the root cause was the thermal deburring operation.”
If you want to learn more details about that journey, please take the time to read the full interview.
We thank MINES, Sumanth, and Raghavendra for their time and feedback.
THE MINES INTERVIEW

Before diving into the discussion, let’s introduce MINES.
MINES is a professionally run company belonging to one of the largest automotive suppliers in the world.
MINES focus on machining components going into Hydraulic power steering, two families of port plates, and one of Sleeve & Spool.
These hydraulic power steering systems are prevalent in Agriculture, Earthmoving, and Road Building equipment.
Extrude Hone:
I’m with two people from the MINES (MINES Innovative Engineering Solutions) plant in Bangalore, India.
Let’s introduce them.
Sumanth, Chief Operation Officer, ten years with MINES, is responsible for all activities at this Bangalore plant.


Raghavendra, Senior Manager – New Product Development (NPD) & Engineering, five years with MINES, is mainly responsible for developing and putting new product developments into production.
Extrude Hone: Let’s dive deeper into the forces driving the adoption of Thermal Deburring technology.
Sumanth: We work for clients with parts requiring very complex machining and where deburring is critical.
We were looking for options on how we could deburr. We got some input from the client that we can use Thermal Deburring. We had very little, nearly no idea, about Thermal Deburring before.
After we got these indications, we started working on the process. That’s when we came across the Extrude Hone Bangalore team.
Extrude Hone: Did you investigate alternative technologies?
Sumanth: No, we did not spend time on such activities. The main reason was that our customer manufactures those parts in their plant and has a qualified Thermal Deburring post-machining process.
They told us to replicate the same process.
We went to Europe, and looking at that plant, we got an idea of the process flow for this specific family of parts. Then, we duplicate it here.
We did not do anything new.
Extrude Hone: Now tell me how your Extrude Hone journey started.
Sumanth: We contacted Debnath and Chandan. We started to outsource to your plant in Bangalore in about 18 months. Then, the volume picked up.
The Extrude Hone team could not take care of our volumes. We realized that the team’s focus was to sell machines. Extrude Hone team would support customers till they get their new machine.
We got a good proposal from the Extrude Hone team, and it’s about a year since we completed the T250 machine acquisition. –
Raghavendra: Yes, it’s almost a year since we ran the machine in-house.
Sumanth: Since then, it has been working quite well.
Extrude Hone: Tell us about the components you manufacture and why Thermal Deburring is critical.
Sumanth: We process components going into Hydraulic power steering, two families of port plates, and one of Sleeve & Spool. These components come with multiple drills intersecting with the bore and various slots. The deburring is critical because, in the hydraulic application, we can’t afford to have any minor burrs left behind.
A little burr in a hydraulic application can completely spoil the application itself.
In our case, Thermal Deburring is quite an expensive process. It requires a deep cleaning before Thermal deburring and another post-cleaning that includes ultrasonic. Altogether, the TEM machine and the cleaning units occupy a significant space in the plant.
But since the product calls for it, we could afford to go for it!

Various components before and after TEM.
Top left: Disc Valve – Top right: Port Plate – Bottom left: Sleeve – Bottom right: Spool
Source: MINES
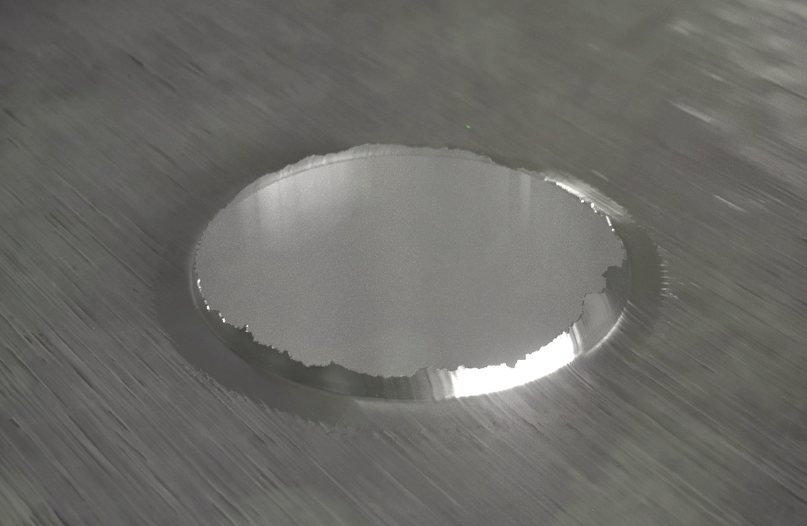
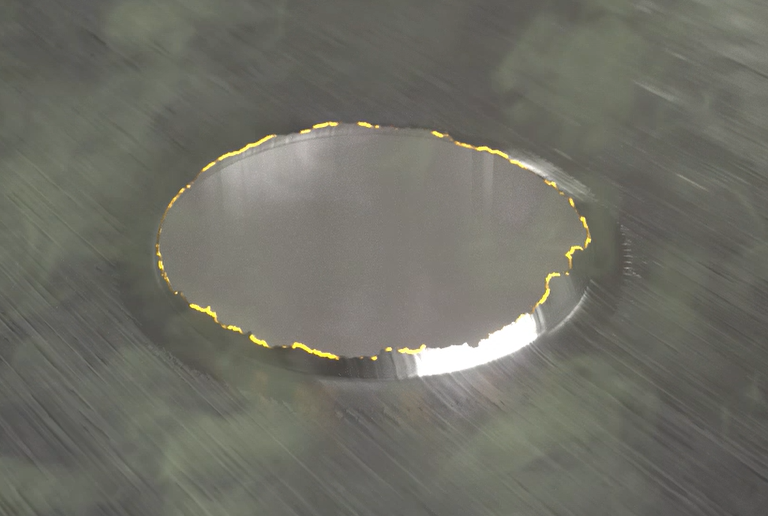
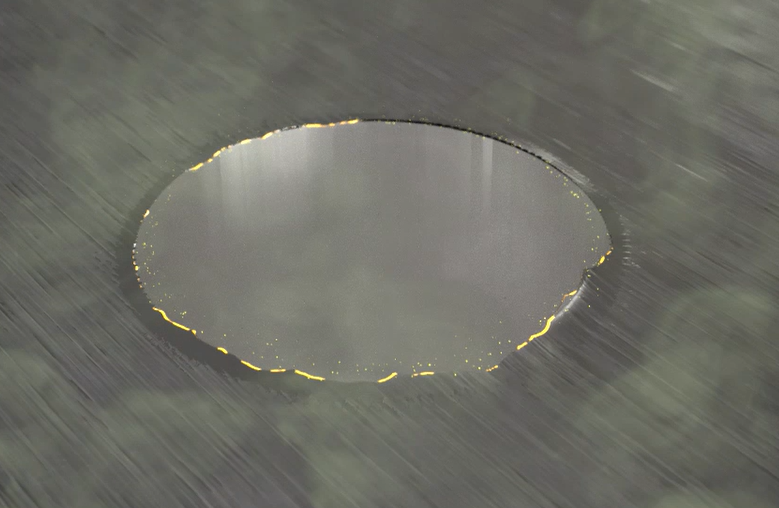
After TEM deburring, a loose layer of metallic oxide is formed on the component making post-TEM cleaning a must in cases where parts are not treated, plated, or anodized.
Most plating and anodizing lines include a pre-cleaning step already designed too remove oxidation
Heat-treating furnaces are the opposite of TEM. Their réduction atmosphere clean oxides after heat treatment.



Extrude Hone: How easy or difficult was integrating that new technology?

Sumanth: We could immediately adapt to this new technology. We got good support from Extrude Hone. Before we received the machine at our plant, we sent a team to Extrude Hone Bangalore for a few long days. They have complete knowledge of machine operation, fixture requirements, and maintenance. So, we had a lot before getting the machine.
And once we got the machine in-house, the Extrude Hone team installed it. They also tried the equipment in our plant. With a first training in Extrude Hone Bangalore and a second one at our plant, we could seamlessly adapt to the requirements of the machine. It was not too demanding.
In our unit, we make a lot of very high-precision parts, with high-precision grinding, turning, and milling; those are more complex tooling-wise. But in this case (Thermal Deburring), we felt the operation was quite simple. We needed to understand how to do it and to validate the process. It was more of a program management.
Extrude Hone: How did the process of implementing the machine in-house go?
Sumanth: If I recall right, there were some minor issues.

Raghavendra: We had some minor issues with the installation and the start of the process. We did some new setups, as this was a very new technology for us, and there were some timelines we thought to be on the higher side. Extrude Hone gave some support and services. Working together, we resolved issues like receiving the gas station early before the installation. It was new to us. The Extrude Hone team supported us in such a way that we were getting more confident with them. There were some worries, not knowing much about this. But moving forward, they also supported each other, so we gained some experience going hand in hand. So now we can achieve the things asked for as per our requirements. And it’s running well.
Extrude Hone: I would assume that the proximity to Extrude Hone was a good thing.


Sumanth: Having a partner nearby is always beneficial. We are in Bangalore, so proximity gives comfort. That was great in the early stage when we were sending them material. For the logistic timing and the logistic cost, it was crucial. So yeah, being near to us helped us.

Extrude Hone: Could you tell us more about the transition from contract to machine ownership?
Sumanth: As said before, we looked at that machine at the European customer premises when we were about to quote the process.
Then, we contacted the Extrude Hone team here in Bangalore. And we understood the process was quite simple. I mean, it’s not very complex.
OK, the investment is on the highest side; apart from this, the process is not complex.
We could get a complete hold on the process. Once the volume picked up, we decided it was the right time to go for a machine.
Now we have everything in-house. That gives us better control, and we achieve non-stop operation instead of waiting a few days between the various steps.

Extrude Hone: Knowing there is always room for improvement, what would you expect if we could have done better?
Sumanth: Well, I think we already mentioned things; the great relationship and being very supportive were quite good. One area where I see room for improvement is on the fixturing side. As each part requires a different fixture, we would have expected better support from Extrude Hone when they were processing the components in their plant. After the machine installation at our plant, we improved many fixturing. We could have received more support from Extrude Hone.
Raghavendra: The same thing as Sumanth, we expected Extrude Hone to be more thinking in different ways, as we have done for some improvement. They supported all the trials, trial and error, and generated parameters to achieve the requirements, which was good support. That is the only comment we have.

Extrude Hone: We now understand how critical the fixturing could be for a process like Thermal Deburring. To get to the bottom of that, could you tell us about the consequences of this fixturing issue?
Sumanth: When we started in the contract shop, everything was looking fine, and currently, in a few batches, we were observing some damage to some components.
As the part goes directly to the heat treatment, we were unsure of what was happening. Was it at the thermal deburring stage or the heat treatment?
Finally, we introduced one more inspection after Thermal Deburring, and then we could quickly assess that the root cause was the thermal deburring operation.
We looked at the fixturing and discovered that the fixturing was loose. Some parts showed edge damage. For some campaigns, it did not occur. Then, we had the same problem again. We sent our people, and they got it fixed. I think this is a focus on quality control that could have prevented the fixturing issue.
Extrude Hone: Fair enough. Point taken: to achieve perfect deburring quality, a Thermal Deburring fixture is critical to protect the parts. A last word, maybe about the future?
Raghavendra: MINES goes with what the customer wants; the customer drives what we do.
We don’t try to do something in our world, going to the customer to say: I got this technology; do you have a business for us?
The customer comes to us and says there is one area where I need support. It’s a pain area where they want MINES to support. What customers say, we do it. We depend on Customer plans. The customer wants something; we do it.
Once again, we want to thank MINES, Sumanth, and Raghavendra for their time and feedback. We hope sharing such a journey is a good eye-opener.

Interviewer :
Bruno Boutantin
Marketing Director Global, Extrude Hone
