
Closed impellers play a pivotal role in diverse industrial applications, serving as key components in energy conversion processes. Defined by inner and outer shrouds around the vanes, these impellers significantly impact efficiency and energy transfer. Explore how finishing techniques impact the performance of closed impellers.
Optimizing Pump Performance through Centrifugal Closed Impellers High-Quality Finishing
DIFFERENT TYPES OF IMPELLERS
Let’s go first through some basics about impellers. The impeller designs fall into three categories :

CLOSED IMPELLERS
They have inner and outer (suction-side) shrouds around the vanes. They are typically used in solid-free applications. A closed impeller, with either a single or multiple vanes, is structurally superior to an open type. Therefore, it increases the pump’s lifespan.

SEMI-OPEN IMPELLERS
Compared to the previous category, they come with a back wall, the inner shroud, that strengthens the impeller. They can accommodate suspended solids but that comes with reduced efficiency.

OPEN IMPELLERS
They come with vanes open on both sides and attached to the hub, widely used in small and cheap pumps and pumps. They are also common in applications that require to accommodate suspended solids
MANUFACTURING THE CLOSED IMPELLERS
Most of the applications can be addressed with grey cast iron material. If aggressive or corrosive fluids are processed, then other materials must be taken into consideration. Specific alloys and coating could be at play to improve the impeller’s lifetime against corrosive fluids.
CLOSED IMPELLERS MANUFACTURING PROCESS
The materials used to manufacture impellers include cast iron, steel, stainless steel, aluminum, bronze, and sometimes plastics. The manufacturing process involves several crucial steps, starting with the precise design of the model using computer-aided design (CAD) software to create models optimized for the specific requirements of the application.
Manufacturing processes include conventional casting, investment casting, machining, welding, sintering, and Additive Manufacturing.
Check these two interesting articles about using the Additive Manufacturing Process to build Closed impellers :

PRESSURE AND FLOW: KEY DESIGN PARAMETERS
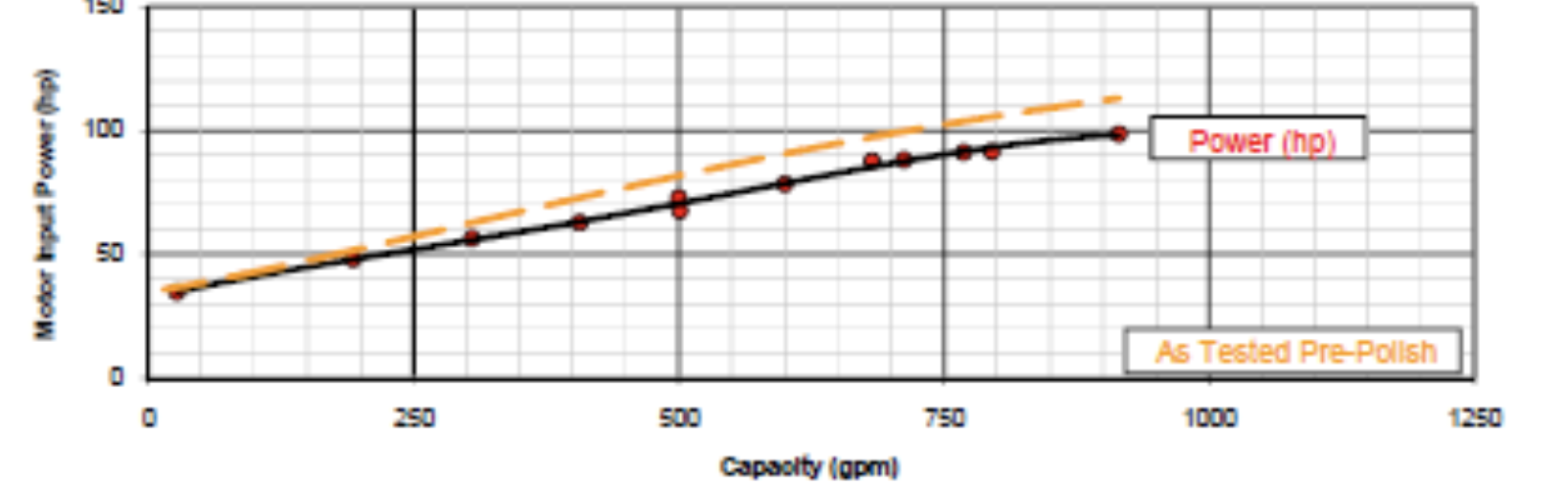
Selection of a centrifugal pump requires consideration of the pump curve. The graph shows before and after Extrude Hone Abrasive Flow Machining process:
- the flow rate (in m3/h) on the horizontal axis,
- the head (in meters) on the vertical one,
- and the efficiency curve in %.
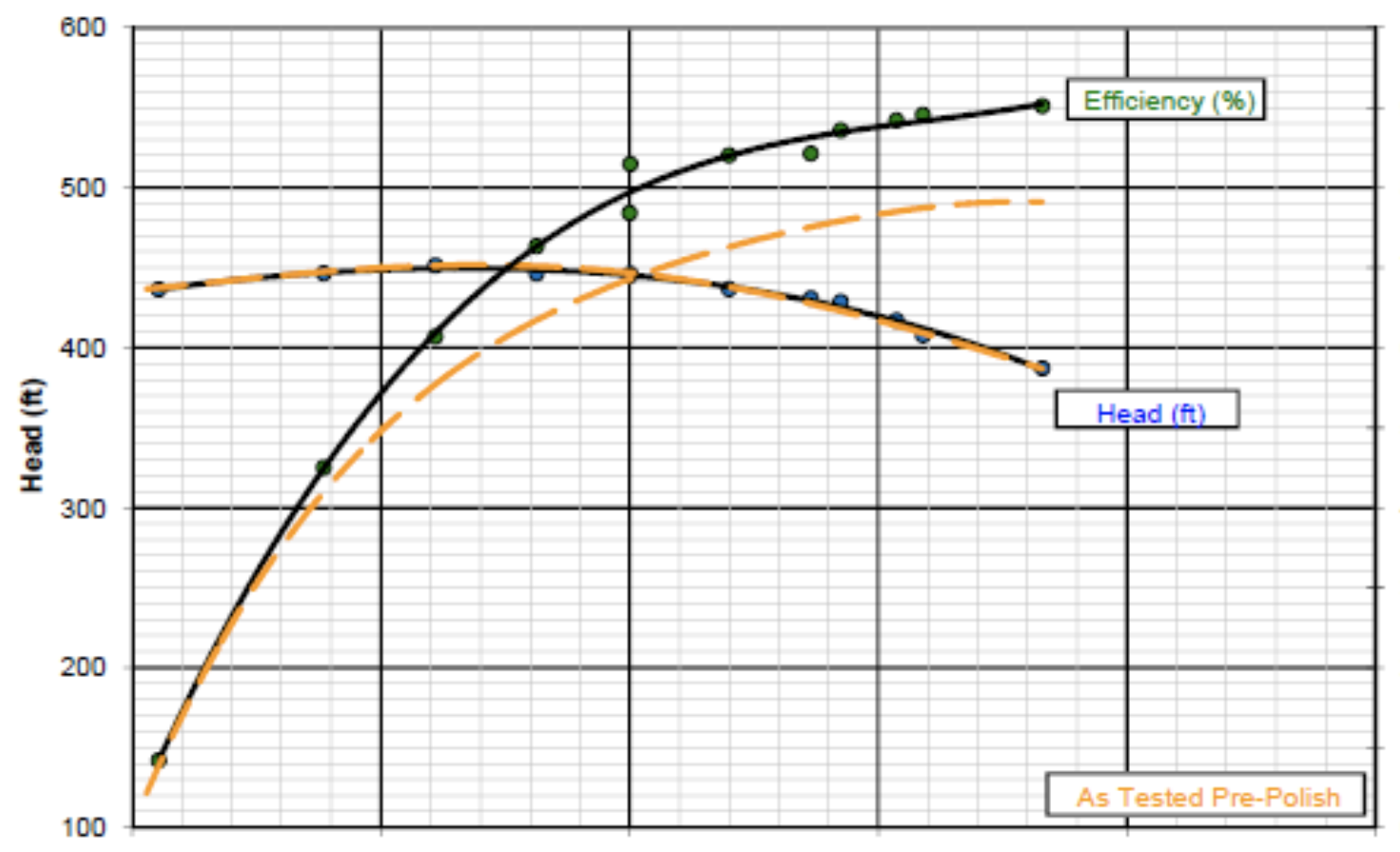
THE INFLUENCE ON THE PRESSURE :
The speed and diameter of the impeller determine the top pressure from the pump. The height of the blades contributes to the flow capacity handled by the pump.
The diameter can be relatively small in some pool pumps but up to 2000mm for the LNG compressors. The greater diameter produces the highest flow/head.
IMPORTANCE OF FLUID IN EFFICIENT IMPELLER OPERATION :
The impeller type will depend on the fluid handled: the more open, the more favorable to high-viscosity, with solid particles. On the other hand, a closed impeller is suitable for clean and low-viscosity liquid.
Closed impellers are more efficient than open ones, as their Net Positive Suction Head (NPSH) is lower.
PART FINISHING: AN ESSENTIAL FEATURE IN IMPELLERS MANUFACTURING
SURFACE IMPROVEMENT ROLE IN IMPROVING THE PERFORMANCE OF IMPELLERS
Another critical factor to increase the pump performance is the surface roughness of the impeller.
The better the surface roughness is, the greater the mechanical and hydraulic efficiency.
A better laminar flow means less turbulence, no cavitation, fewer or no bubbles, and no pressure drop. A centrifugal pump will benefit from smoother operation and lower energy consumption.
In addition, surface improvement eliminates the positive leftover from the investment casting process and ensures uniform material removal.
CAREFUL FINISHING REDUCES HYDRODYNAMIC DRAG
Polishing the vane surface improves the pump efficiency, requires less energy, or delivers more at a given level.
In a world becoming more electricity-centric, every efficiency percentage gain benefits the planet, mitigates climate change, and benefits you or your customer’s budget.
In conclusion, good finishing impacts closed impellers’ performance.
CLOSED IMPELLERS FINISHING PROCESS
MODERN FINISHING TECHNIQUES: POLISHING, SPECIAL COATINGS, ABRASIVE FLOW MACHINING
Various finishing methods are available to improve the centrifugal impeller surface roughness. Hand polishing, vibratory, machining, and blasting are among them. Different pros and cons to evaluate :
- the cost,
- the access to the labor,
- and the homogeneity of the outcome
If the fluid you handle is aggressive because of solids, elevated temperature, or chemical load, this will help to extend the life expectancy.
Polishing intricate vane designs with out-of-line sight surfaces on closed impellers is becoming increasingly difficult to figure out. Fortunately, there is a solution where the complexity of the design becomes an asset: Abrasive Flow Machining (AFM).
ABRASIVE FLOW MACHINING - AFM, THE BEST FIT FOR CLOSED IMPELLERS
This is Abrasive Flow Machining (AFM), in which a viscous elastic media, loaded with abrasive grits, moves back and forth through the vanes together in a single operation, delivering consistent surface improvement. Tooling is required to hold the impeller during AFM processing.
The tooling directs the media to the working area and even contributes to creating artificial restrictions at the vane opening area to ensure better homogeneous surface improvement.
AFM is used as a repeatable process to address the inner passages of the closed fluid flow paths. The customer needs to improve roughness drastically, sometimes up to 10 times. We can deliver final roughness within the range of Ra0.8µm to Ra0.2µm depending on the starting surface condition. AFM can improve surface roughness while staying within vane thickness tolerance.
The AFM application is also suitable for AM-made impellers.
EXTRUDE HONE FINISHING SERVICES AND MACHINES
If your production volume does not justify an investment, you may be interested in our Contract Shop Service.
In addition, our global Contract Shop service network will provide extended support at your door.
At Extrude Hone, according to the closed impeller size, we will address your needs with either:
- a ONE-WAY FLOW (media cylinder 250mm),
- an EASYFLOW (media cylinder up to 250mm),
- a VECTOR (media cylinder up to 300mm),
- or a SPECTRUM (media cylinder up to 600mm) AFM machine.
You could be an OEM, an overhaul company, a foundry, or an end user; Extrude Hone solutions can solve the problem:
- radical improvement in throughput,
- no rework loop compared to manual polishing,
- supports complex designs
If you want to outperform rivals or enhance your product, AFM by Extrude Hone will deliver on the promise.
Our experts at the Abrasive Flow Machining Center of Excellence, in Irwin, PA, USA, are ready to share their experience and solutions.




CASE STUDIES
Learn more about our finishing experience.
ABRASIVE FLOW MACHINING ENHANCES PUMP EFFICIENCY
Efficiency of pumps matters significantly
FINISHING TECHNOLOGIES FOR ADDITIVE LAYER COMPONENTS
Additive Manufacturing is no longer just a prototyping tool
EXTRUDE HONE SOLUTIONS
EXTRUDE HONE NEAR ME
