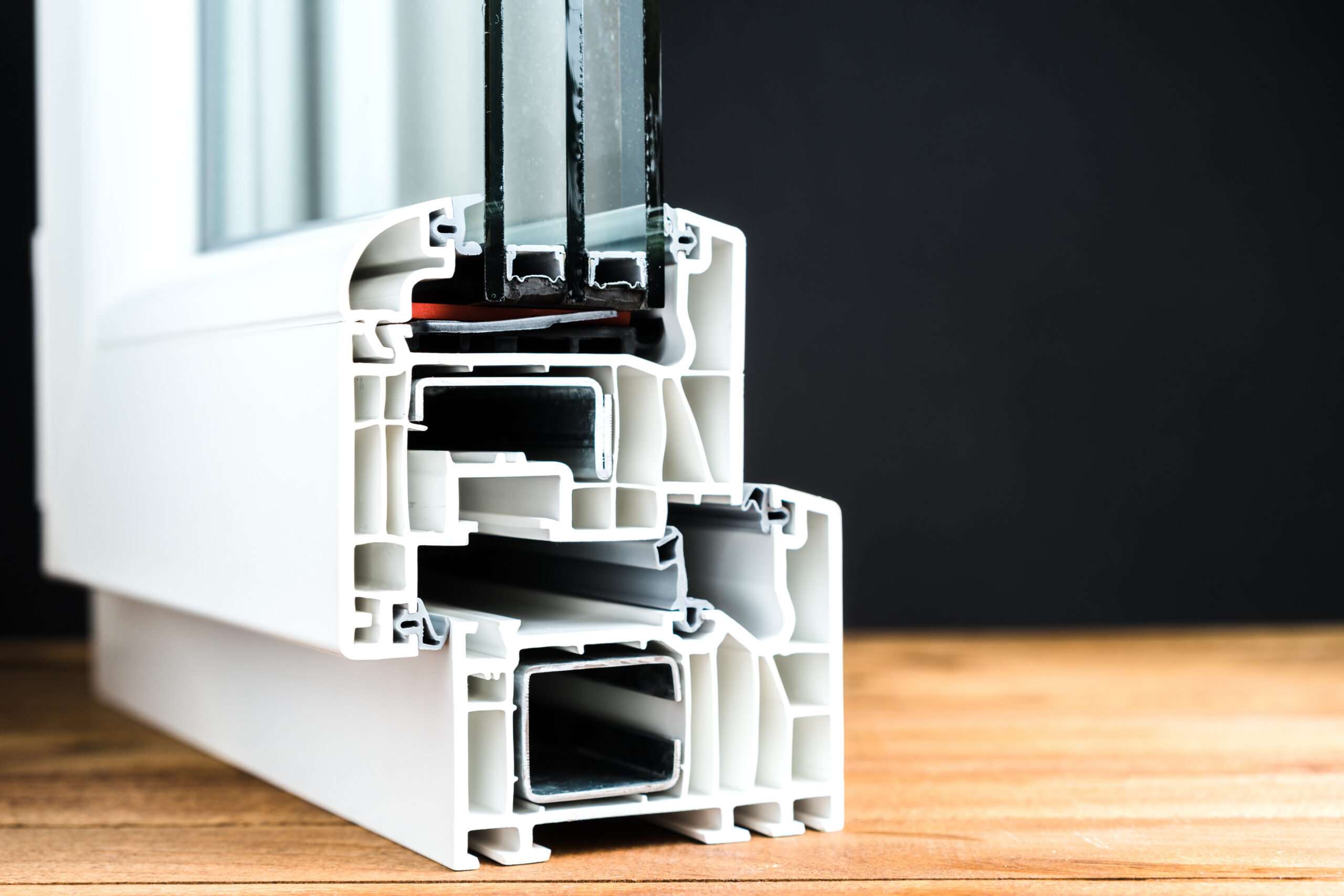
In plastic extrusion, every micron matters. The surface condition of your die directly shapes the final product—and every imperfection, from plastic residue to die buildup, impacts production efficiency, temperature control, and overall process stability.
Yet many manufacturers still rely on conventional plastic extrusion die cleaning methods. These approaches—whether manual cleaning, chemical cleaning, or blasting techniques—often leave behind hidden residue, uneven roughness, and early signs of wear inside complex dies.
The result?
Disrupted polymer flow, increased downtime, recurring quality issues, and constant troubleshooting.
What if your cleaning and maintenance process could do more than just clean?
What if it could actively enhance performance, reduce die damage, and extend tooling life?
From traditional cleaning processes to advanced polishing technologies, today’s leading solutions are redefining how manufacturers approach die finishing and maintenance. By ensuring optimal surface condition, preventing corrosion, and improving flow consistency, the right process doesn’t just fix problems—it helps prevent them.
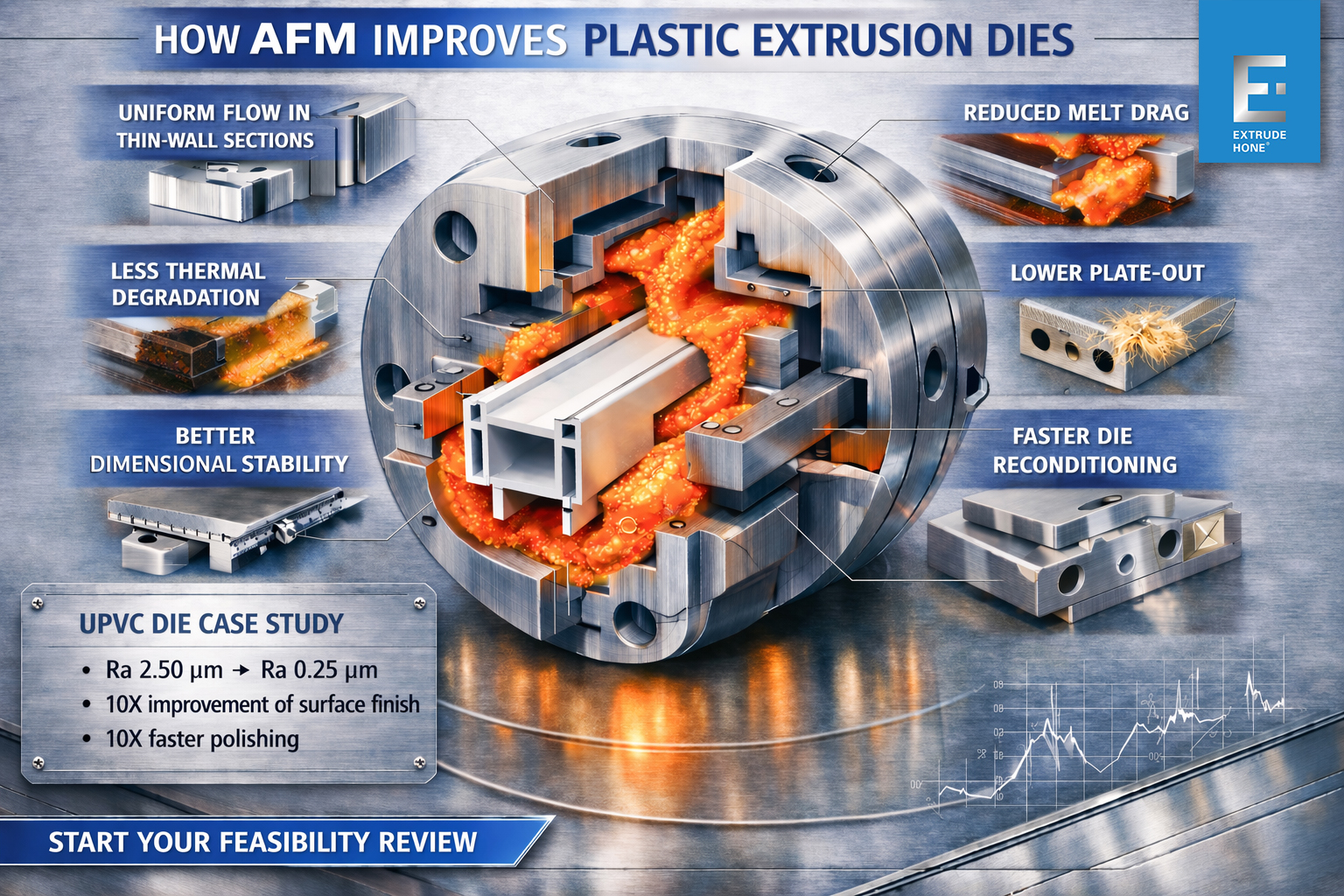
AFM directly impacts both product quality and operational performance.
| Benefit | Technical impact | Operational outcome | Business value |
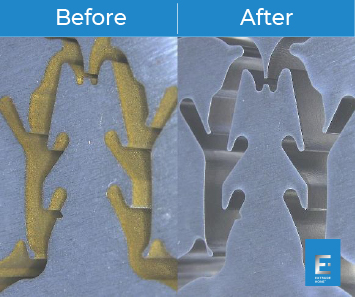
| Superior surface finish | Typical roughness improvement from Ra 2.50 µm → Ra 0.25 µm (up to 10x smoother surface) | Reduced friction and boundary-layer drag inside the die | Improved flow efficiency, higher product quality, reduced energy consumption |
| Improved flow consistency | More uniform internal surface → balanced polymer flow distribution | Reduced dimensional variation across profiles, especially in complex or thin-wall geometries | Greater process stability and fewer rejected parts |
| Reduced thermal defects | Lower friction reduces heat buildup and residence time of molten plastic | Less polymer stagnation → fewer burn marks and degradation | Improved visual quality and reduced scrap rates |
| Reduced die buildup and plate-out | Smoother surfaces limit adhesion of plastic residue and additives | Less accumulation inside the die → fewer cleaning interruptions | Increased uptime and longer production runs |
| Increased productivity | Optimized flow behavior and reduced downtime | Up to +25% more extrusion per die depending on application | Higher throughput and better asset utilization |
| Faster finishing and maintenance | Automated, controlled polishing process replaces manual operations | Up to 80% reduction in polishing time + optimized cleaning schedule | Lower labor costs and faster turnaround times |
| Better process control | More predictable internal geometry and surface condition | Improved temperature control and more stable extrusion conditions | Enhanced repeatability, easier process calibration, and improved overall OEE |
AFM is not just a finishing solution—it is a process optimization tool, with a direct impact on industrial KPIs.
It directly improves:
- OEE (Overall Equipment Effectiveness)
- scrap rate reduction
- maintenance frequency
- tooling lifespan
- overall manufacturing efficiency
Result: fewer disruptions, reduced dependency on troubleshooting, and improved profitability.